Recommendation to machine SELFOIL® rods
The recommendations for machining of the SELFOIL® Rods are designed to preserve the self-lubrication function in the working zones, especially in the inner diameter, once the rod is machined. Porosity in the sliding zone must remain open, so that the lubricating oil impregnated in the porosity can be drawn out to lubricate the shaft/bearing system.
Machining of SELFOIL® Rods should be carried out in dry conditions, using pressurised air for cooling.
MACHINING CONDITIONS
Turning
- • Turning should be carried out using K10 type tungsten carbide tools (WC), or boron nitride tools (BN)..
- • The tool must be sharpened with a 200 grain diamond wheel under abundant cooling..
- • The optimal cutting conditions are shown in the next paragraph.
- • The final turning pass should be carried out using a freshly sharpened tool..
Drilling
Drilling can be performed as for the drilling of wrought rods, preferably using tungsten carbide drills (WC). The final dimension must be reached by turning.
Grinding
Grinding of the functional zones providing self-lubrication is discouraged. The abrasive particles generated by the grinding stone can become lodged in the pores, and promote premature wear of shafts or other moving elements.
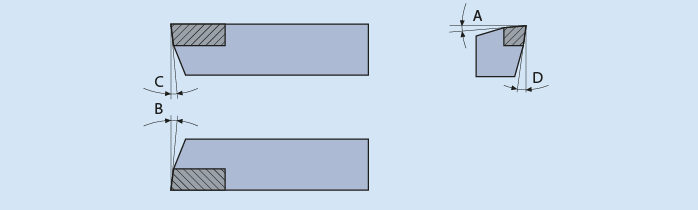
CUTTING CONDITIONS
 |
||
| Angle in degrees | ||
| Angle | Bronze | Iron |
| A | 0-3 | 5-7 |
| B | 5-7 | 5-7 |
| C | 5-7 | 5-7 |
| D | 5-7 | 5-7 |
| Rough turning | Final turning | |
| Cutting speed | 100 - 120 m/min | 100 - 120 m/min |
| Feed | 0,1 mm/vuelta | 0,06 mm/vuelta |
| Pass depth | 1 mm | 0,05 - 0,1 mm |
RE-IMPREGNATION
Once machined, it is recommended that the SELFOIL® Rod should be cleaned and re-impregnated as follow:
- • Remove machining residues and abrasive particles with a volatile solvent, ideally in an ultrasonic bath.
- • Immersion of Rod in mineral oil, Grade ISO-VG-68, at 60ºC for 24 hours.
- • To achieve full impregnation of pores it is recommended to let the oil cool down before removing the Rod.
For additional information about the machining of SELFOIL® Rods, please contact us at:info@selfoil.com.