Cómo mecanizar barras
Las recomendaciones de mecanización de las Barras SELFOIL® están a orientadas a conseguir conservar al máximo la función autolubricante en las zonas de trabajo, principalmente en el diámetro interior, una vez mecanizada la barra. Para ello, es imprescindible que la porosidad superficial se mantenga abierta en la zona de trabajo para que el aceite lubricante impregnado en la porosidad salga de ella y lubrique el sistema eje-cojinete.
Se aconseja mecanizar las Barras SELFOIL® en seco, aplicando refrigeración con aire a presión.
CONDICIONES DE MECANIZADO
Torneado
- • Es recomendable tornear empleando herramientas de carburo de wolframio (WC, o widia) del tipo K10, o de nitruro de boro (BN, o borazón).
- • La herramienta se debe afilar con una muela diamantada de grano 200 bajo abundante refrigeración.
- • Las condiciones de corte óptimas se muestran en el siguiente apartado.
- • Es recomendable que la pasada de acabado se haga con la herramienta recién afilada.
Taladrado
El taladrado se realiza en las mismas condiciones que el taladrado de una barra maciza, preferiblemente con brocas de carburo de wolframio (WC, o widia), aunque se recomienda acabar la medida mediante torneado.
Rectificado
Es preferible evitar rectificar las zonas funcionales que confieren autolubricación. Las partículas abrasivas generadas por la muela de rectificado se incrustan en los poros, y provocan desgastes prematuros en los ejes o en los elementos sometidos a desplazamiento.
CONDICIONES DE CORTE
 |
||
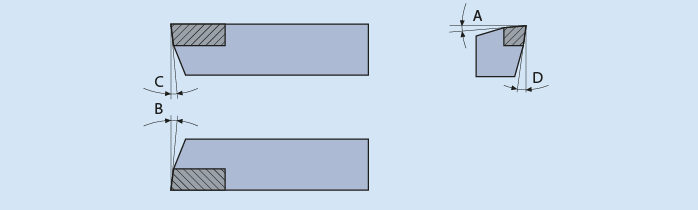
| Ángulos en grados | ||
| Ángulo | Bronce | Hierro |
| A | 0-3 | 5-7 |
| B | 5-7 | 5-7 |
| C | 5-7 | 5-7 |
| D | 5-7 | 5-7 |
| Torneado de desbaste | Torneado de acabado | |
| Velocidad de corte | 100 - 120 m/min | 100 - 120 m/min |
| Avance | 0,1 mm/vuelta | 0,06 mm/vuelta |
| Profundidad de pasada | 1 mm | 0,05 - 0,1 mm |
REIMPREGNACIÓN
Una vez mecanizada, es altamente recomendable limpiar y reimpregnar la Barra SELFOIL®, de la siguiente manera:
- • Eliminar restos de virutas y partículas abrasivas con un disolvente volátil, y a ser posible con ultrasonidos.
- • Sumergir la Barra en aceite Mineral de Grado ISO-VG-68 a una temperatura de 60°C durante 24 horas.
- • Dejar enfriar el aceite antes de extraer la Barra para conseguir una completa impregnación de los poros.